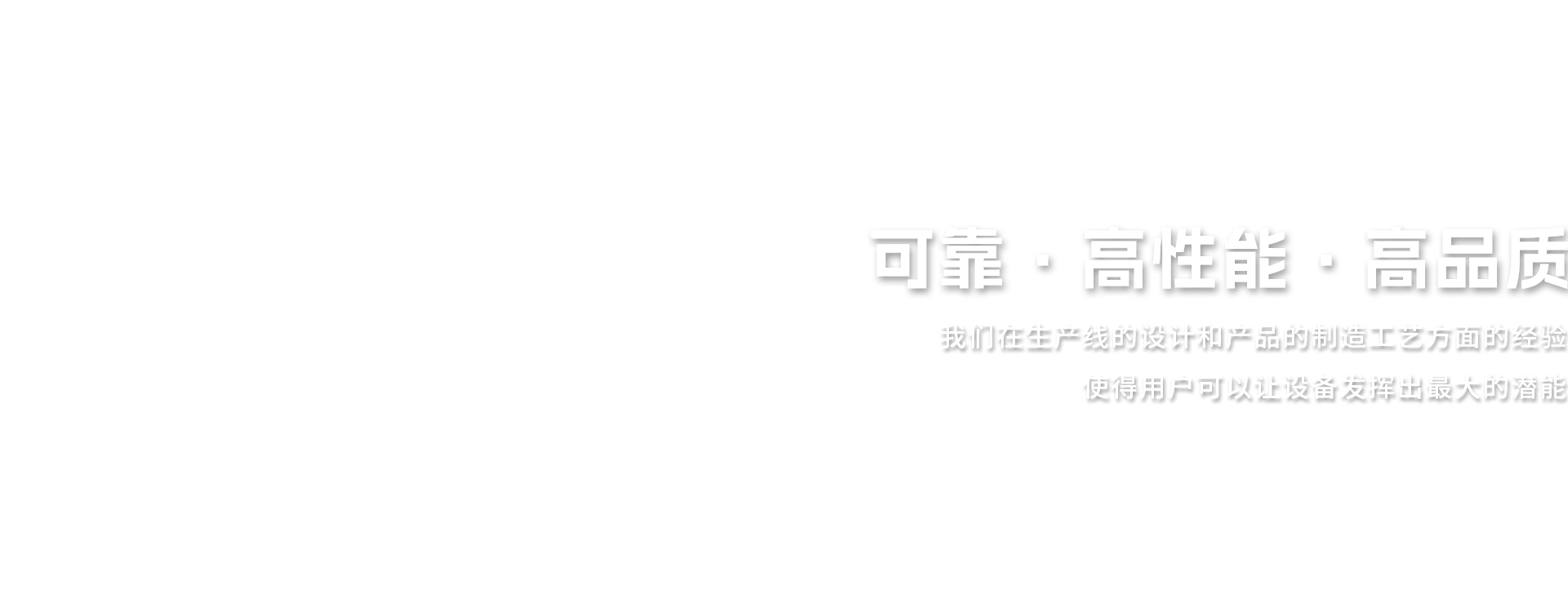
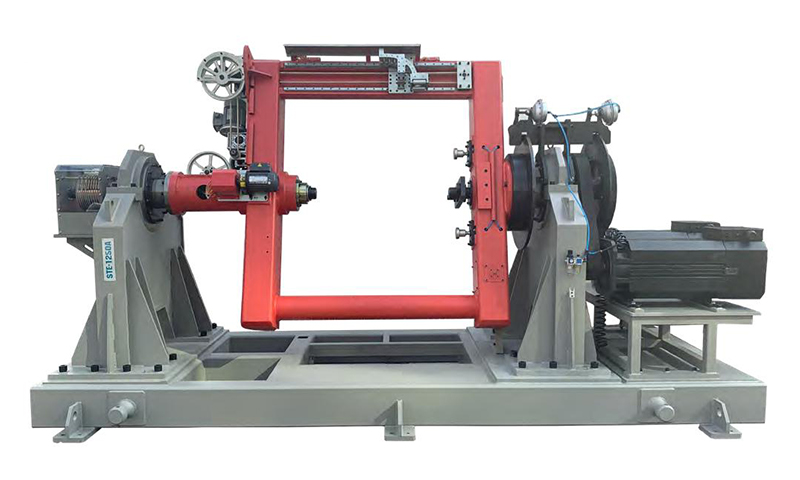
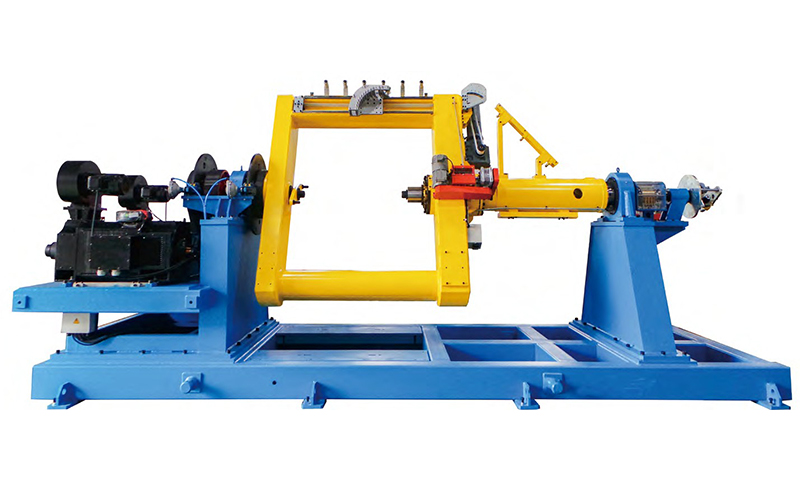
產(chǎn)品中心


















關(guān)于我們
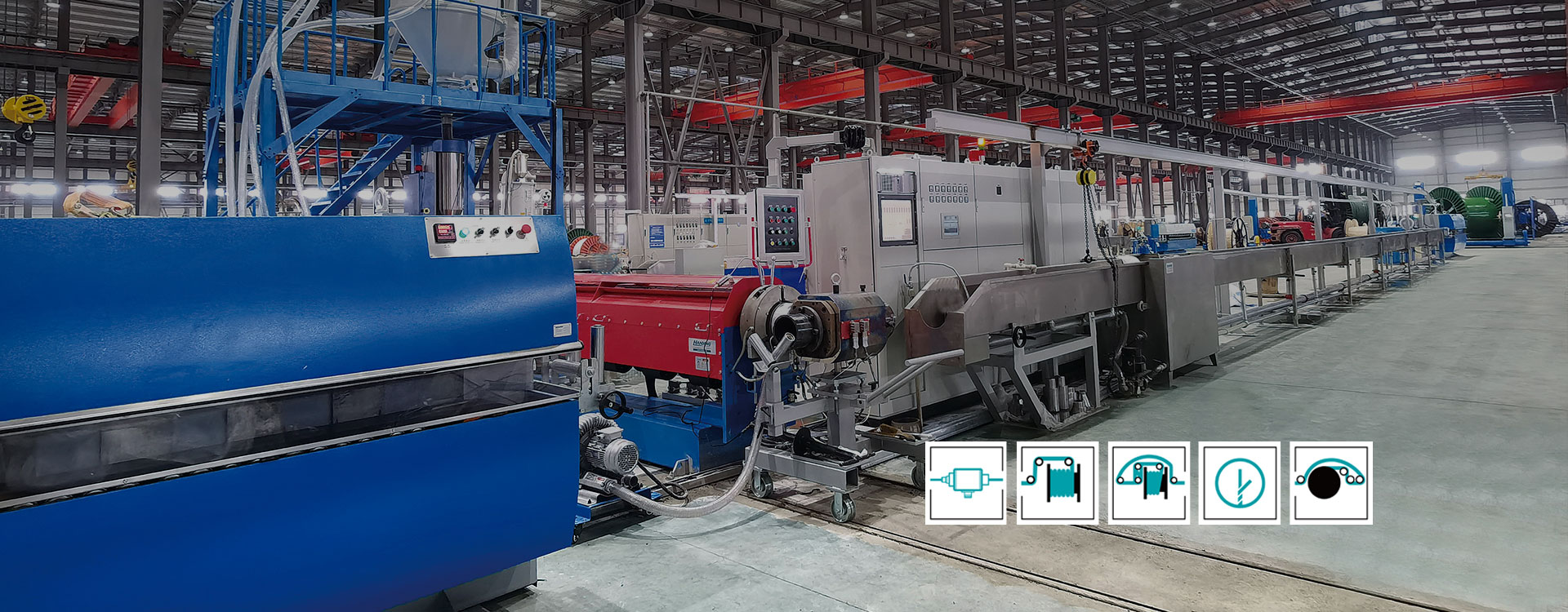
江蘇漢鼎線纜設(shè)備有限公司
漢鼎,創(chuàng)建于2002年5月2日。我們的電纜制造設(shè)備產(chǎn)品以安全、高速、高效、自動(dòng)化與人性化享譽(yù)業(yè)界。公司產(chǎn)品主要采用并吸收歐洲技術(shù),創(chuàng)新、優(yōu)質(zhì)、高產(chǎn)、高端,穩(wěn)定、節(jié)能、簡(jiǎn)易操作方式,深得國(guó)內(nèi)和國(guó)外(德國(guó)、美國(guó)、意大利、埃塞俄比亞、印度、俄羅斯、以色列、巴西、越南、澳大利亞、贊比亞、日本、伊朗、土耳其、意大利、泰國(guó)、孟加拉)客戶好評(píng)??筛鶕?jù)客戶工藝要求、解決方案,合作開發(fā)各類高精度、高端、高難度自動(dòng)化特殊的生產(chǎn)線;公司擁有自主知識(shí)產(chǎn)權(quán)與國(guó)家發(fā)明專利。產(chǎn)品50%遠(yuǎn)銷國(guó)際市場(chǎng)。